15106358106
15553681371
15106358106
15553681371


手机:15106358106 李经理
手机:15553681371 王经理
邮箱:2756355558@qq.com
地址:山东聊城经济开发区蒋官屯工业园区
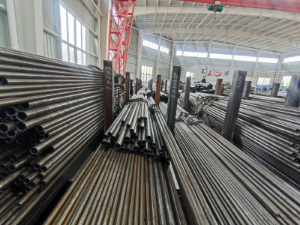
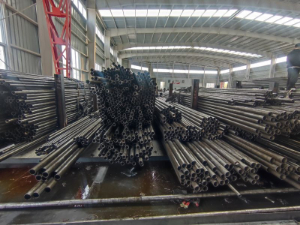
在45#无缝钢管中,缝隙的表达形式有通长的缝隙、部分的规律性缝隙、不规律的时断时续缝隙。也是的无缝钢管焊后表层未见缝隙,但经挤扁、校直或打压试验后出現缝隙。
甘肃省不锈钢板材影晌缝隙造成的因索
l原材料品质欠佳
在45#无缝钢管制造中,原材料边沿毛边金刚级总宽过宽是常有的难题。
电焊焊接时若毛边向外,则易造成通长时断时续缝隙;
原材料总宽过宽,挤压成型辊板孔过填满,产生电焊焊接桃型,外焊疤大,内焊筋小乃至沒有,校直后裂开。
2边沿角接情况
精轧管边沿的角接情况是45#无缝钢管制造中常有的状况,管经越小,角接越比较严重。
成型调节不及时是造成角接的必要条件。
挤压成型辊板孔设计方案不善,板孔上外圆弧大、挤压成型辊调节有仰角是危害角接的首要条件。
单半经挤压成型辊板孔,清除不上因为成型欠佳而造成的角接向题,增加挤工作压力,或挤压成型辊在制造中后期板孔损坏呈立椭圆形,都加重了尖桃型电焊焊接情况,出現比较严重角接。
角接将会使绝大多数金属材料从上面排出,产生不平稳的熔融全过程,这时有很大的金属材料飞溅,出現超温的焊缝机构,外毛边主要表现为高烧状、不规律、量金刚级不容易刮去,内毛边很小,如焊速稍有操纵不善,就必定出現焊缝的“假焊”。
挤压成型辊上外圆弧大,使精轧管在挤压成型辊内填满不够,边沿触碰情况更改,由平行面变为“V”形,出現内焊接未焊状况。
挤压成型工作辊长期支承损坏,加上基座滚动轴承损坏,两轴产生仰角,导致挤工作压力不够,出現立椭圆形及比较严重角接状况。
35号冷拔无缝钢管:探索其独特魅力…
[2024-12-07]20号无缝钢管:探索其材质与卓越性…
[2024-12-07]35号冷拔无缝管:工业领域的精密之…
[2024-11-26]大口径20G冷拔无缝管:工业领域的…
[2024-11-26]20号无缝钢管:工业血脉的坚实载体…
[2024-11-14]解密钢铁之美:45#厚壁无缝钢管的…
[2024-11-14]精密冷拔钢管:现代工业中的精密“…
[2024-10-30]Q345冷拔钢管:工业强度与精密制造…
[2024-10-30]20#耐腐蚀无缝钢管:坚韧守护,铸…
[2024-10-22]45#无缝钢管壁厚:揭秘其特性与应…
[2024-10-22]电话:15106358106 李经理 15553681371 王经理
邮箱:2756355558@126.com 地址:山东聊城经济开发区将官屯工业园
热门标签:20#无缝钢管 (20)45#无缝钢管 (19)切割 (16)钢管 (16)无缝 (16)加工 (6)20#无缝钢管厂家 (4)厚壁 (3)大口径 (3)45#无缝管 (3) 更多